



[摘要]銅鋁連接鋁的表面極易氧化,所形成的氧化膜十分牢同,且電阻性很大,采用機械連接是不可靠的。因此在實際生產中廣泛應用焊接方法來實現連接,以提高銅和鋁的綜合性能。銅鋁焊接即是把銅質材料和鋁質材料通過焊接工藝接成一體。
摘 要:本文在簡介了電氣連接的基礎上,重點論述了電氣連接點的溫度變化、銅鋁物理特性、銅鋁連接的電化學反應(腐蝕)及銅鋁電氣連接方法。
關鍵詞:連接 選擇 焊接
電連接從廣義上來講是電器產品中所有電器回路的集合,從狹義來講,是指產品內部將不同導體連接起來的連接方式。而電氣連接點是指電器及電氣設備之間以及它們與母線或電纜之間的電氣連接部位,電氣連接點過熱是鋰動力電池模組應用中的一種故障隱患。
既然是電連接,肯定對過電流能力要有一個基本的要求,電連接是鋰動力電池生產和使用過程中很重要的一環,需要高安全、高可靠性的,所以隨著電動汽車對供電可靠性、安全性要求的提高,鋰動力電池模組的電氣連接點過熱這一故障隱患已成為一個越來越受關注的問題,引起我們重視并認真研究其發生、發展的原因,以便徹底解決。
導體連接的實際表面并不是光滑的,而是粗糙的、凹凸不平的。因此,當兩個金屬接觸時,只在局部的金屬接觸點形成導電路徑。隨著接觸壓力的增加,微小的金屬接觸點的數量和面積也隨之增加。
這些金屬接觸被稱為a斑點,是唯一的導電路徑。氧氣和其他腐蝕性氣體可以進入這些接觸區域并和暴露的金屬發生反應,使金屬接觸面積減小,最終將導致真實可導電接觸面積消失,盡管此時在氧化表面仍存在著機械接觸。
需要注意的是,實際接觸面積包含了承載接觸面積。承載接觸面積覆蓋著氧化膜,因而不是可靠的電流傳輸通道。真實的導電接觸面積只是實際接觸面積的一小部分,通常認為遠小于1%的名義接觸面積。
電流通過接觸界面時,電流被收縮已通過a斑點,由于電流收縮而產生的接觸電阻稱為收縮電阻。收縮電阻與金屬的基本特征(如硬度和電阻率)相關,由于金屬表面并不是理想清潔的,電流路徑受到金屬表面上存在的薄氧化膜、硫化膜和其他無機膜的影響,因此總接觸電阻是收縮電阻和膜層電阻之和。
接觸電阻是電接觸電阻中最普通的特征,總是作為電路電阻的一部分而被考慮。雖然接觸電阻和電路電阻相比非常小,但接觸電阻的變化可能會導致電氣連接失效,這是因為接觸電阻的改變影響真實可導電接觸面積。
1.電氣連接點的溫度變化:
1)工作電流。鋰動力電池模組的電氣連接點在通過工作電流時,由于存在媒質的散熱因素,在一面散熱一面吸熱的情況下,其溫度上升曲線如圖1所示。

起初因溫差小,散熱少,從而造成溫度上升較快,隨著溫差的進一步增大,散熱增多,吸熱相對減少,因而溫度上升較緩,當溫差增大到單位時間內的發熱等于單位時間的散熱,達到熱平衡狀態時,溫度達到一穩定值QF。經驗及資料顯示,接觸點的溫升可以近似用下式估算:

式中:I是接觸點的電流,A;RJ是接觸電阻,Ω;λ是接觸點材料的導熱系數,W/℃.cm;ρ是接觸點材料的電阻系數,Ω.cm。
2)短路電流。鋰動力電池模組的電氣連接點在通過短路電流時,由于短路電流的時間很短(一般為0.7s左右),導體所發熱量來不及向周圍介質散發,其熱量全部集中于接觸點上,造成接觸點的溫度呈幾何級數急劇上升,如圖2所示。

如果此值大于設備接觸處材料的短時發熱溫度,接觸點將發生不可逆的損壞過程。以鋁-鋁對接為例,當連接處產生200℃以上的高溫時,將發生溶焊等事故。
2.銅鋁電氣連接要點:
(1)銅鋁物理特性:
用于動力電池連接的銅和銅箔匯流排通常采用紅銅,紅銅即純銅,又名紫銅。純銅的密度為8.969/cm3,熔點為1083℃,具有很好的導電性和導熱性,塑性極好,易于熱壓和冷壓力加工,大量用于制造電線、電纜、電刷、電火花專用蝕電蝕銅等要求導電性良好的產品。
紫銅的電導率和熱導率僅次于銀,廣泛用于制作導電、導熱器材。紫銅在大氣、海水和某些非氧化性酸(鹽酸、稀硫酸)、堿、鹽溶液及多種有機酸(醋酸、檸檬酸)中,有良好的耐蝕性,用于化學工業。另外,紫銅有良好的焊接性,可經冷、熱塑性加工制成各種半成品和成品。20世紀70年代,紫銅的產量超過了其他各類銅合金的總產量。
用于動力電池連接的鋁和鋁箔連接片的材質為1060O態純鋁,鋁的密度很小,僅為2.7 g/cm3,雖然它比較軟,但可制成各種鋁合金,如硬鋁、超硬鋁、防銹鋁、鑄鋁等。鋁的導電性僅次于銀、銅和金,雖然它的導電率只有銅的2/3,但密度只有銅的1/3,所以輸送同量的電,鋁線的質量只有銅線的一半。鋁表面的氧化膜不僅有耐腐蝕的能力,而且有一定的絕緣性,所以鋁在電器制造工業、電線電纜工業和無線電工業中有廣泛的用途。
銅的密度為8.9×10千克/米,鋁的密度為2.7×10千克/米,鋁材質量密度不到銅的三分之一。紫銅的電阻率為0.018Ω·mm2/m, 鋁的電阻率為0.027Ω·mm2/m,相同尺寸截面,鋁材導電能力是銅的2/3,而重量是銅的1/3。
(2)銅鋁連接的電化學反應(腐蝕):
為銅和鋁是兩種不同的金屬,將它們簡單連接在一起會發生電化學反應(腐蝕)。時間稍長,連接處接觸電阻會增大、發熱,造成電路時通時斷,電壓忽高忽低,甚至引起火災。
銅鋁導線一般不能直接連接,因為銅鋁兩種金屬的電化性質不同。如果將他們直接連接,一旦遇水,二氧化碳及其他雜質形成的電解液時,就形成了一種化學電池,這是由于鋁易于失去電子成為負極,銅難以失去電子成為正極,于是在正負極之間就形成了一個1.69V的電動勢,并有一個很小的電流通過,腐蝕鋁線,即所謂的電化腐蝕。這樣就會引起銅鋁之間接觸不良,接觸電阻增大。當有電流通過時,將使接頭部位溫度升高,而溫度升高有加速了接頭腐蝕,增加了接觸電阻,造成惡性循環,直至燒毀。
當銅、鋁導體直接連接時,這兩種金屬的接觸面在空氣中水分、二氧化碳和其他雜質的作用下極易形成電解液,從而形成的以鋁為負極、銅為正極的原電池(為何一定鋁是負極,失電子,主要是元素自身電勢決定的,元素電勢見下表),使鋁產生電化腐蝕,造成銅、鋁連接處的接觸電阻增大。
(3)鋰動力電池銅鋁電氣連接方法:
銅鋁連接鋁的表面極易氧化,所形成的氧化膜十分牢同,且電阻性很大,采用機械連接是不可靠的。因此在實際生產中廣泛應用焊接方法來實現連接,以提高銅和鋁的綜合性能。銅鋁焊接即是把銅質材料和鋁質材料通過焊接工藝接成一體。
1)傳統上常用掛錫和熔錫的方法焊接銅鋁,這種方法成型不好,沒有很好的強度,由于錫的熔點低又不能焊接在高溫工作下的工件,所以此種工藝只適合低溫條件下的小工件上使用(只適用于多股銅線和小規格鋁漆包線的焊接),很難應用到其它產品的生產中。
2)用熔化焊、摩擦焊、冷壓焊、爆炸焊、電子束焊、超聲波焊等焊接方法焊接銅鋁,焊接出來的接頭脆性大,易產生裂紋且焊縫易產生氣孔,焊接起來的工件難免出現斷裂,出現斷裂后就可能使導電體斷路、使管道泄露,所以往往達不到實際生產中要求的效果。
3)用釬焊(通常用火焰釬焊、爐中釬焊和高頻釬焊等)把銅和鋁焊接在一起,通過釬焊工藝把釬料作為中間介質把銅和鋁焊接在一起(實際上是發生冶金反應,釬料通過毛細作用滲入銅材和鋁材分子結構中),焊接后接頭成型較好,抗拉抗剪性能及導電性耐腐蝕性好,是目前常用的銅鋁焊接方法,市場上能用于銅鋁焊接的釬料有銅鋁焊絲、銅鋁焊膏等。

為了盡量減少腐蝕和老化,從工藝和材料等不同角度入手,工業界采用了壓力焊、熔化焊和釬焊等多種焊接方法。由于不能同時滿足高強度、高抗腐蝕性低、成本和工藝簡單等要求,現有銅鋁的熔化焊、壓力焊和釬焊工藝還有待于進一步完善,其中比較有前途的是釬焊工藝。
釬料層的原子向銅和鋁兩側擴散,阻擋銅鋁原子直接接觸。釬料的擴散同時阻擋了銅鋁原子的擴散,從而避免原電池反映的發生。作為中間層金屬,Ni是最常被用到的一種。
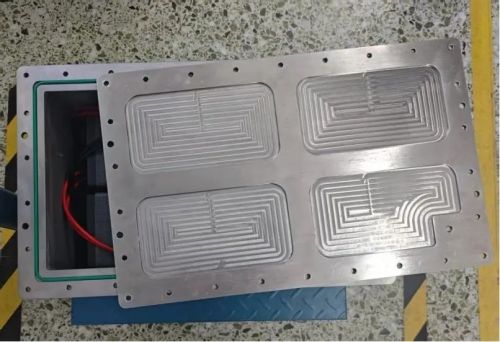
4)銅鋁過渡板。銅鋁過渡板如圖3所示,采用鋁制的基板,在基板表面的下半部分上設有銅片層,且該銅片層和相應的基板表面部分緊貼熔合連接為一體式無釬料結構。
5)擴散焊。擴散焊是指將工件在高溫下加壓,但不產生可見變形和相對移動的固態焊方法。銅與鋁焊接有一定難度,一是鋁表面那層化學性能穩定的氧化膜難以徹底去除,二是在界面附近易形成脆性化合物,降低擴散接頭的強韌性。為了獲得高質量的接頭,必須采取相應的工藝措施,以便達到理想的焊接效果。母材的物理化學性能、表面狀態、加熱溫度、壓力、擴散時間等是影響擴散焊接頭質量的主要因素。
加熱溫度越高,結合界面處的原子越容易擴散。但由于受Cu、AI熱物理性能的限制,加熱溫度不能太高。否則母材晶粒明顯長大,使接頭強韌性降低。在540℃以下,Cu、A1擴散焊接頭強度隨加熱溫度的提高而增加,繼續提高溫度則使接頭強韌性降低,因為在565℃時形成A1與Cu的共晶體。
在擴散焊接頭被拉斷后,在銅一側的表面可觀察到很厚的鋁層。 壓力越大、溫度越高,界面處緊密接觸的面積越大,越易于原子擴散。壓力小易產生界面孔洞,阻礙晶粒生長和原子穿越界面的擴散遷移。銅、鋁原子具有不同的擴散速度,擴散速度大的A1原子越過界面向Cu側擴散。而反方向擴散過來的Cu原子數量較少,受A1熱物理性能的影響,壓力不能太大。
轉載請注明出處。
1.本站遵循行業規范,任何轉載的稿件都會明確標注作者和來源;2.本站的原創文章,請轉載時務必注明文章作者和來源,不尊重原創的行為我們將追究責任;3.作者投稿可能會經我們編輯修改或補充。

 熱點推薦
熱點推薦
 精選導讀
精選導讀


 關注我們
關注我們